+86-15052135118
+86-15052135118 


 Nehmen Sie Kontakt auf
Nehmen Sie Kontakt auf

Was ist ein Kohlenstoffstahlschraube ?
A Kohlenstoffstahlschraube ist ein Befestigungselement mit Gewinde, das aus einer Eisen-Kohlenstoff-Legierung hergestellt wird, in der Kohlenstoff das primäre Legierungselement ist und typischerweise in Konzentrationen zwischen 0,05 % und 1,70 % des Gewichts vorliegt. Der Kohlenstoffgehalt bestimmt zusammen mit Spuren von Mangan, Silizium, Schwefel und Phosphor die Härte, Zugfestigkeit, Duktilität und Bearbeitbarkeit des Stahls – und damit auch die mechanische Leistung der fertigen Schraube.
Kohlenstoffstahl ist das weltweit am häufigsten verwendete Material in der Schraubenherstellung und macht mengenmäßig den Großteil der industriellen Verbindungselementproduktion aus. Seine Dominanz ergibt sich aus einer Kombination von hohes Festigkeit-Kosten-Verhältnis , hervorragende Formbarkeit beim Kaltstauchen und Gewindewalzen sowie die Fähigkeit zur Wärmebehandlung für ein breites Spektrum mechanischer Eigenschaften. Von Maschinenschrauben mit feiner Steigung, die in Elektronikbaugruppen verwendet werden, bis hin zu großen strukturellen Sechskantschrauben, die im Baugewerbe verwendet werden, werden Schrauben aus Kohlenstoffstahl praktisch in allen Branchen eingesetzt, in denen Gewindebefestigungen erforderlich sind.
Die Haupteinschränkung von Kohlenstoffstahl im Vergleich zu Edelstahl ist seine Korrosionsanfälligkeit in nassen oder chemisch aggressiven Umgebungen. Dem wird durch eine Reihe von Oberflächenbehandlungen begegnet – Verzinkung, Feuerverzinkung, Phosphatbeschichtung und andere –, die die Lebensdauer erheblich verlängern, ohne die grundlegenden mechanischen Eigenschaften des Verbindungselements zu verändern.

Kohlenstoffstahlsorten für die Schraubenherstellung
Nicht jeder Kohlenstoffstahl ist gleichwertig. Die für die Schraubenherstellung ausgewählte Stahlsorte bestimmt direkt die erreichbare Festigkeitsklasse, das Wärmebehandlungsverhalten und das Kaltumformverhalten. Schraubenhersteller arbeiten überwiegend mit folgenden Materialkategorien:
Kohlenstoffarmer Stahl (Flussstahl) – 0,05 %–0,30 % C
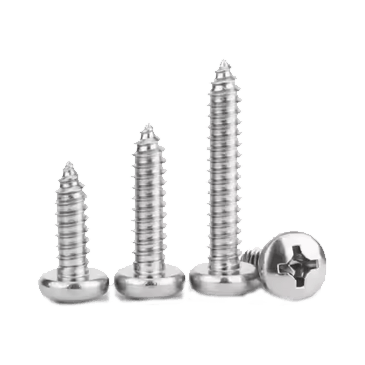
Kohlenstoffarme Sorten wie z SAE 1008, 1010 und 1018 sind das Standardmaterial für Allzweckschrauben, Holzschrauben, selbstschneidende Schrauben und Schnellbauschrauben. Ihr niedriger Kohlenstoffgehalt macht sie sehr duktil und lässt sich leicht kaltstauchen – ein Hochgeschwindigkeitsfertigungsverfahren, bei dem Walzdraht ohne Schneiden zu Schraubenrohlingen geformt wird – was zu einer hervorragenden Produktionseffizienz und niedrigen Stückkosten führt. Allerdings kann kohlenstoffarmer Stahl durch Wärmebehandlung nicht wesentlich verstärkt werden, sodass diese Schrauben normalerweise darauf beschränkt sind Immobilienklasse 4,8 oder niedriger unter ISO 898-1-Klassifizierung.
Stahl mit mittlerem Kohlenstoffgehalt – 0,30 %–0,60 % C
Noten wie SAE 1035, 1038 und 1045 bieten ein deutlich höheres Festigkeitspotenzial und reagieren gut auf eine Vergütungswärmebehandlung. Dies sind die Hauptmaterialien für Immobilienklasse 8.8, 9.8 und 10.9 Metrische Schrauben – das Rückgrat struktureller und mechanischer Baugruppen in Automobil-, Maschinen- und Bauanwendungen. Nach der Wärmebehandlung erreichen Schrauben aus Stahl mit mittlerem Kohlenstoffgehalt Zugfestigkeiten von 800–1040 MPa mit kontrollierten Härtebereichen (typischerweise 22–39 HRC für die Klassen 8,8 bzw. 10,9), die die Festigkeit mit der Beständigkeit gegen Wasserstoffversprödung während nachfolgender Galvanisierungsverfahren in Einklang bringen.
Legierter Stahl mit mittlerem Kohlenstoffgehalt – mit Cr-, Mn- oder B-Zusätzen
Für höchste Festigkeitsklassen — Objektklasse 12.9 und spezielle hochfeste Anwendungen – Hersteller verwenden legierte Stahlsorten wie z SAE 4135, 4140 (Chrom-Molybdän) oder mit Bor angereicherte Sorten wie 10B38 . Kleine Borzusätze von 0,0005–0,003 % verbessern die Härtbarkeit erheblich und ermöglichen die Durchhärtung größerer Schneckendurchmesser während des Abschreckens. Aus diesen Materialien hergestellte Schrauben der Klasse 12.9 erreichen Zugfestigkeiten von Mindestens 1220 MPa Dies macht sie zur ersten Wahl für leistungsstarke Motorkomponenten, Werkzeugklemmen und kritische Strukturverbindungen, bei denen die Integrität der Verbindung nicht verhandelbar ist.
| ISO-Eigenschaftsklasse | Typische Stahlsorte | Min. Zugfestigkeit | Wärmebehandlung | Typische Anwendung |
|---|---|---|---|---|
| 4.8 | SAE 1008–1018 | 420 MPa | Keine | Generalmontage, Leuchten |
| 8.8 | SAE 1035–1045 | 800 MPa | Abschrecken und Temperieren | Baustahl, Maschinenrahmen |
| 10.9 | SAE 1045 / 10B38 | 1040 MPa | Abschrecken und Temperieren | Automobil, Schwermaschinen |
| 12.9 | SAE 4140 / Legierter Borstahl | 1220 MPa | Abschrecken und Temperieren | Triebwerkskomponenten, Werkzeuge, Luft- und Raumfahrt |
Oberflächenbehandlungen und Korrosionsschutz
Blanker Kohlenstoffstahl korrodiert schnell, wenn er Feuchtigkeit und Sauerstoff ausgesetzt wird. In den meisten Anwendungen wird nach der Herstellung eine Oberflächenbehandlung angewendet, um ein definiertes Maß an Korrosionsschutz zu gewährleisten. Die Wahl der Behandlung hängt von der Expositionsumgebung, der erforderlichen Lebensdauer, davon ab, ob die Schraube lackiert oder weiterverarbeitet wird, sowie von etwaigen gesetzlichen Anforderungen (z. B. RoHS-Konformität für Elektronikanwendungen).
Zinkgalvanisierung
Die gebräuchlichste Behandlung für Schrauben aus Kohlenstoffstahl in Innen- und leichten Außenanwendungen. Eine dünne Zinkschicht aus 5–12 µm wird elektrolytisch abgeschieden und bietet einen Opferkorrosionsschutz – das Zink oxidiert bevorzugt, um das Stahlsubstrat zu schützen. Standardmäßige verzinkte Schrauben erreichen dies normalerweise 72–200 Stunden Salzsprühbeständigkeit gemäß ASTM B117. Eine über der Zinkschicht aufgetragene Gelbchromat-Passivierung verlängert diese auf 200 Stunden und sorgt für die bekannte goldene Oberfläche, die man bei vielen Hardware-Schrauben sieht. Bei hochfesten Schrauben der Klassen 10.9 und 12.9 ist nach der Beschichtung ein Entlastungsbacken zur Wasserstoffversprödung (normalerweise 190 °C für 4 Stunden) obligatorisch, um einen verzögerten Bruch zu verhindern.
Feuerverzinkung
Schrauben werden bei etwa 450 °C in geschmolzenes Zink getaucht und bilden eine metallurgisch gebundene Schicht aus einer Zink-Eisen-Legierung 45–85 µm . Diese weitaus dickere Beschichtung sorgt in der Regel für eine wesentlich höhere Korrosionsbeständigkeit 500–1.000 Stunden Salzsprühnebel – und ist die Standardspezifikation für strukturelle Befestigungselemente im Außenbereich, landwirtschaftliche Geräte und Infrastrukturanwendungen wie Strommasten und Autobahnleitplanken. Für Schrauben der Festigkeitsklassen 10.9 und 12.9 mit hoher Festigkeit ist das Verfahren aufgrund der Gefahr der Wasserstoffabsorption und der möglichen Verformung von Gewinden mit engen Toleranzen nicht geeignet.
Phosphatbeschichtung (Schwarz oder Grau)
Durch Zink- oder Manganphosphatbehandlungen entsteht eine kristalline Umwandlungsschicht auf der Stahloberfläche, die eine minimale eigenständige Korrosionsbeständigkeit, aber eine hervorragende Ölretention und Lackhaftung bietet. Phosphatierte und geölte Schrauben werden häufig in Automobilbaugruppen und -maschinen verwendet, wo das Befestigungselement in einer geschmierten Umgebung installiert oder anschließend lackiert wird. Auch Manganphosphat wird dafür spezifiziert Antifresseigenschaften an hochfesten Innensechskantschrauben, wodurch das Risiko eines Gewindefressers beim drehmomentkontrollierten Anziehen verringert wird.
Geomet-/Dacromet- und Zinklamellenbeschichtungen
Anorganische Zinklamellenbeschichtungen, die durch Tauch-, Schleuder- oder Sprühverfahren aufgetragen werden, werden zunehmend für hochfeste strukturelle Verbindungselemente eingesetzt, bei denen das Risiko einer Wasserstoffversprödung durch Galvanisieren nicht akzeptabel ist. Diese Beschichtungen erreichen 720–1.000 Stunden Salzsprühnebelbeständigkeit bei Schichtdicken von 8–12 µm, sind von Natur aus wasserstofffrei und bieten konsistente Reibungskoeffizienten, die für die Drehmoment-Spannungs-Kontrolle in strukturellen Schraubverbindungen entscheidend sind. Sie sind die vorherrschende Beschichtung für Verbindungselemente der Klasse 10.9 in der europäischen Automobil- und Windenergieindustrie.
Schrauben aus Kohlenstoffstahl vs. Edelstahl: Wann Sie sich für welche entscheiden sollten
Die Wahl zwischen Kohlenstoffstahl- und Edelstahlschrauben wird häufig einfach als Korrosionsfrage missverstanden, während es in Wirklichkeit um einen umfassenderen Kompromiss zwischen Festigkeit, Kosten, magnetischen Eigenschaften, Abriebfestigkeit und Anwendungsumgebung geht.
Kohlenstoffstahlschrauben sind die richtige Wahl, wenn:
- Es ist eine hohe Zugfestigkeit erforderlich – Edelstahl A2-70 erreicht 700 MPa, während Kohlenstoffstahl der Klasse 10,9 1040 MPa und Klasse 12,9 1220 MPa erreicht. Für strukturelle und hochbelastete Verbindungen ist Kohlenstoffstahl normalerweise die einzig praktische Option.
- Die Kosten sind ein Hauptfaktor – Schrauben aus Kohlenstoffstahl im Allgemeinen 30–70 % günstiger als gleichwertige rostfreie Güten in großen Mengen, was sie zum Standard für die allgemeine industrielle Produktion macht.
- Die Baugruppe befindet sich in einer kontrollierten Innenumgebung oder wird lackiert, was bedeutet, dass eine Schraube aus plattiertem Kohlenstoffstahl angemessenen Schutz zu geringeren Kosten als Edelstahl bietet.
- Eine magnetische Reaktion ist erforderlich – zum Beispiel in magnetischen Montagevorrichtungen oder automatischen Zuführsystemen für Verbindungselemente, die auf magnetischer Ausrichtung basieren.
Edelstahlschrauben sind die richtige Wahl, wenn:
- Das Befestigungselement ist über längere Zeit Feuchtigkeit, Salzwasser oder aggressiven Chemikalien ausgesetzt, ohne dass eine Wartung der Beschichtung möglich ist – Schiffsbeschläge, Lebensmittelverarbeitungsgeräte und architektonische Außenanwendungen.
- Das Aussehen ist von entscheidender Bedeutung und die natürliche Silberoberfläche muss ohne regelmäßige Neubeschichtung erhalten bleiben.
- Bei der Montage handelt es sich um unterschiedliche Metalle, bei denen das Risiko galvanischer Korrosion durch Materialauswahl und nicht durch Beschichtung bewältigt werden muss.
Herstellungsprozess: Wie Schrauben aus Kohlenstoffstahl hergestellt werden
Das Verständnis des Herstellungsprozesses verdeutlicht, warum bestimmte Qualitätsmerkmale bei der Bewertung von Kohlenstoffstahlschrauben als Käufer oder spezifizierender Ingenieur wichtig sind.
Die vorherrschende Produktionsmethode ist kalte Überschrift , auch Kaltumformung genannt. Walzdraht wird auf den präzisen Durchmesser gezogen, auf Rohlingslänge geschnitten und dann durch Matrizen bei Raumtemperatur nach und nach in die Schraubenkopfgeometrie geformt – ohne Materialabtrag. Durch Kaltstauchen wird der Stahl an der Kopf-Schaft-Verbindung kaltverfestigt, wodurch die Ermüdungsbeständigkeit an diesem kritischen Spannungskonzentrationspunkt verbessert wird. Außerdem richtet es den Kornfluss des Stahls an der Teilegeometrie aus, was maschinell bearbeiteten Schrauben, bei denen der Kornfluss durch Schneiden unterbrochen wird, mechanisch überlegen ist.
Gewinderollen folgt kalter Überschrift. Matrizen mit umgekehrtem Gewindeprofil drücken die Gewindeform durch plastische Verformung und nicht durch Schneiden in den Rohling. Wie beim Kaltstauchen entstehen dadurch Druckeigenspannungen im Gewindegrund – dem Bereich der Schraube mit der höchsten Belastung unter Zugbelastung –, was die Ermüdungslebensdauer im Vergleich zu geschnittenen Gewinden erheblich verbessert. Branchendaten zeigen immer wieder, dass Verbindungselemente mit gerolltem Gewinde Erfolg haben 20–30 % höhere Dauerfestigkeit als gleichgroße Schneidgewinde-Befestigungselemente der gleichen Materialqualität.
Ab Objektklasse 8.8 gilt Wärmebehandlung durch Abschrecken und Anlassen folgt dem Gewinderollen. Schrauben werden bei 820–880 °C austenitisiert, in Öl oder Polymerlösung abgeschreckt, um eine vollständige Martensitumwandlung zu erreichen, und dann bei 425–500 °C angelassen, um die Sprödigkeit zu lindern und das in ISO 898-1 festgelegte Zielhärte- und Zugfestigkeitsband zu erreichen. Die abschließende Oberflächenbehandlung – Plattieren, Beschichten oder Passivieren – erfolgt nach der Wärmebehandlung und allen erforderlichen Inspektionen.